



C purlin machine(75-150)
The C75-150 C Purlin Roll Forming Machine is designed for producing C steel profiles with adjustable web widths of 75–150 mm and material thickness of 1–3 mm. It features a complete automated production process: decoiler → feeding & leveling → pre-cut → roll forming → post punching → hydraulic cutting → finished product support. The forming system includes 17 rollers made of Cr12 tool steel with a 40Cr alloy steel main shaft, powered by an 18.5 kW motor, achieving speeds up to 30 m/min (without punching or cutting). Post punching and hydraulic cutting are PLC controlled for high precision, and the finished product support frame is 6 meters long. The PLC system measures length, counts output, and stops the machine automatically during punching and cutting, ensuring safe and efficient production.
1. Raw Materials and Product Range
This machine is suitable for hot-rolled and galvanized coils, with material thickness ranging from 1.0–3.0 mm. The finished web width can be adjusted between 75–150 mm, meeting various construction and steel structure requirements.
2. Production Process
The C75-150 features an efficient production line: Decoiler → Feeding & Leveling → Pre-cut → Roll Forming → Post Punching → Hydraulic Cutting → Finished Product Support, fully automated to ensure precision and high production efficiency.

3. Decoiler System
Equipped with a manual decoiler with a maximum load of 5 tons, providing stable material supply for the forming process.

4. Feeding and Leveling System
Adopts 7 rollers (3 upper, 4 lower) for guiding and leveling the material, effectively eliminating coil bending or warping, ensuring high accuracy for subsequent roll forming.

5. Pre-cutting System
Performs pre-cutting of the coil before roll forming, including cutting the last segment of material, minimizing waste and ensuring continuous production.

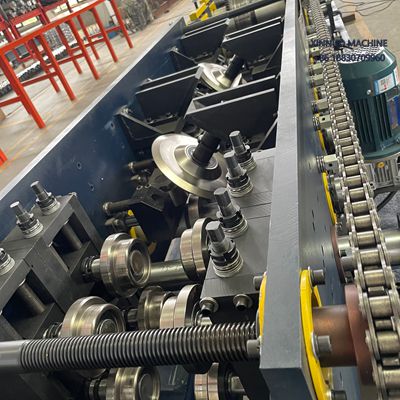
6. Roll Forming System
The machine features a sturdy frame with 17 forming rollers. Rollers are made of Cr12 tool steel, and the main shaft is 40Cr alloy steel. Main motor power is 18.5 kW, with forming speed up to 30 m/min (without punching or cutting). Width adjustment is automatic via push-button, allowing full-width automatic adjustment.
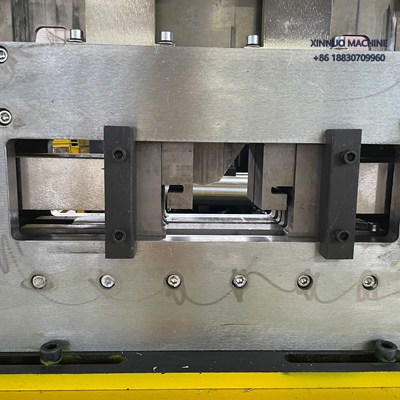
7. Post Punching and Hydraulic Cutting System
The C-purlin is punched after forming, with PLC control of punch quantity and horizontal position, ensuring high precision. Hydraulic cutting uses three blades (Cr12/Cr12MoV/Cr12) for accurate and durable cutting.
8. Finished Product Support and PLC Control System
The finished product support frame is 6 meters long. The PLC system automatically controls punch quantity, position, and cutting length. The machine stops automatically during punching and cutting, while measuring length and counting output to ensure safe and efficient production.







 1
1